


本文转载自合全药业,衷心感谢!
绿色发展的时代主题为原料药工艺研发和生产的转型提供了新的动力。流动化学技术作为助力绿色化学的重要新技术之一,近年来持续得到药监机构的推崇。该技术在原料药领域的应用所带来的经济以及社会效益使其在原料药工艺研发与生产中的应用率不断增长,也正成为推动整个原料药产业绿色升级的重要引擎。

此前,合全药业高级主任、流动化学技术平台负责人杨洪伟博士出席第二届亚洲制药产业大会就“流动化学技术助力原料药工艺研发与生产的绿色转型”进行主题演讲并分享了合全药业在原料药工艺研发和生产中应用流动化学技术的典型案例。
以下为杨博士发言的精彩节选总结,以及案例分享:
流动化学的绿色化学特性
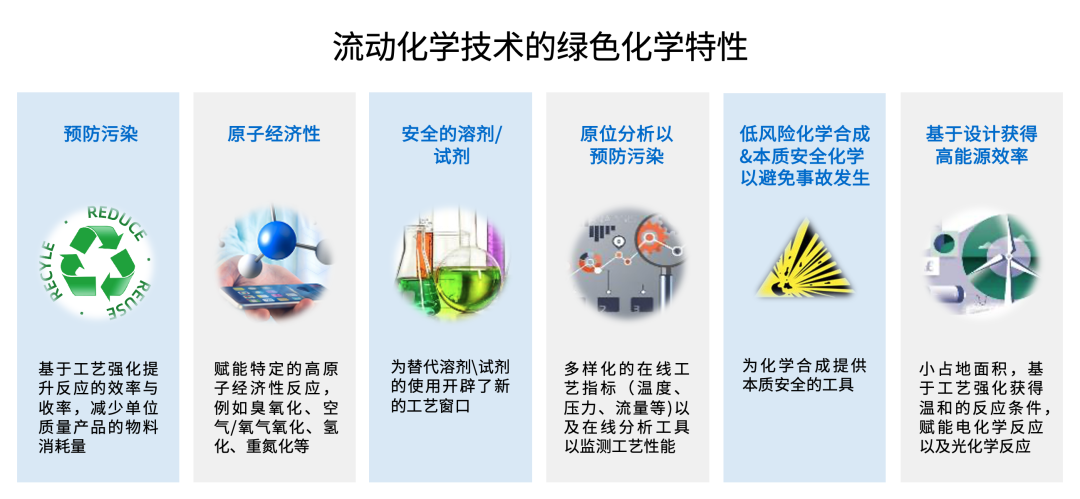
高效赋能原料药工艺安全与绿色发展
-
工艺中存在不稳定中间体 -
采用间歇工艺不能放大或存在显著安全风险的项目 -
反应温度超过150℃的高温/高压反应
CASE STUDY 1
案例1: 流动光化学技术赋能绿色溴代反应
溴化反应是有机合成中一种常见的光化学反应,使用传统的间歇工艺存在安全风险、反应效率低、杂质难控制以及使用对环境有害卤代试剂等问题。采用了连续光反应工艺后,反应收率超过95%,单位质量产品所消耗的物料量较间歇工艺减少超过60%。并且,新工艺从避免使用对环境有害溶剂、降低能耗以及提升工艺安全等多个维度全面提升了工艺的绿色性。
CASE STUDY 2
案例2: 流动化学技术赋能臭氧化工艺放大
臭氧化反应是实现烯烃官能团向醛酮官能团转化的手段之一,也是有机合成中重要的反应。但是过氧中间体极易爆炸,温度难以控制,在传统原料药合成路线设计时会尽量避免。但流动化学技术可以通过鼓泡柱实现高效气-液混合与换热,采用连续搅拌反应釜进行连续的还原淬灭,最终可实现高达240公斤中间体的连续生产。合全药业目前也建立了标准化的臭氧反应连续生产平台。
CASE STUDY 3
案例3: 连续氰化工艺
氰化物是剧毒物质的代表,但同时也是重要的有机反应媒介。然而,氰化反应属于强放热反应,并且反应中产生的氢氰酸具有强挥发性,采用间歇模式进行放大存在显著的安全风险。在间歇反应釜内,氢氰酸极易在反应釜的顶部空间残存,难以完全淬灭;而由于氰化物的剧毒特性以及反应釜内高达几个立方的持液量,一旦设备出现泄漏,后果不堪设想。
流动化学工艺的反应器集合了内部体积仅为升级的连续反应器,以及在线淬灭与连续萃取单元,能将反应限制在可控范围,并在产品流入下游后处理单元前将氢氰酸在线淬灭。此外,在线监测和连续多级萃取的应用也极大地提高了氰化工艺的安全性与可靠性,最终实现了吨级的连续生产。
技术迭代,打造全新商业化生产线
多维合作,深化平台能力




 点击这里,了解更多精彩内容!
点击这里,了解更多精彩内容!
本篇文章来源于微信公众号:药时代
发布者:药时代,转载请首先联系contact@drugtimes.cn获得授权
 为好文打赏 支持药时代 共创新未来!
为好文打赏 支持药时代 共创新未来! 